

1.先来说说步进式机构的工作原理
推送式感应加热炉在感应器里只有一对水冷导轨,毛坯放在导轨上,利用液压、气动或机械的方式把毛坯一个顶着一个地从感应器一端推入,通过感应器达到所要求的加热温度,然后从感应器的另一端推出。步进式感应加热炉在感应器内有两对水冷导轨一对导轨是固定不动的,在加热时用以承受毛坯的质量;另一对导轨是活动的,用以把毛坯托起并向前送进一个料位的长度。
2.步进式感应加热炉的优缺点
推送式中频感应加热炉由于毛坯的进料机构比较简单,便于制造与维护,感应器的线圈与毛坯之间的间隙较小,感应器内只有一对水冷导轨,故加热效率较高,但由于毛坯是一个顶着一个向前推进,当毛坯直径较大、加热温度较高时,毛坯之间很容易出现粘接现象。同时,由于毛坯是向前推进的,毛坯与导轨之间的摩擦,影响到导轨的使用寿命。另一个缺点是在停炉时,毛坯留在感应器里而不能全部推出。因此,这种推送式感应加热炉适用于毛坯直径在60mm以下一而且加热温度低于1200℃的毛坯加热。步进式感应加热炉由于有两对水冷导轨,一对活动导轨把毛坯托起来作水平移动,这就使感应器线圈与毛坯之间的间隙加大,漏磁增多,降低了感应器的加热效率,使功率消耗量比推送式感应加热炉增大5%-10%。由于毛坯是由活动导轨托起来作水平移动,毛坯与导轨之间不存在摩擦,毛坯之间也不存在挤压的问题,虽然加热温度较高,不会出现粘接的现象。要停炉时,可以把感应器中的毛坯全部出尽。因此,步进式感应加热炉适用于毛坯直径大于80mm以上、加热温度大于1200℃以上的加热。
3.步进式感应加热炉的结构
大钢棒加热用的步进式感应加热炉主要由感应器、步进机构、保温罩与均温室等组成。
感应器:用16mm x 16mm x3mm 纯铜管绕制成三个较大内径的线圈。铜管外包绝缘层,运行时通水冷却。各线圈内有一个耐热套,两者之间充填硅酸铝纤维毡隔热,用绝缘端板和拉杆螺栓等组成整体每个感应器内装4件钢棒,按Imin进一件料,钢棒总的加热时间为12min。两个感应器之间有两件钢棒长度的空间,安装步进机构,支撑活动导轨,并使钢棒有4min均热时间。感应器间距较长,利于加热均温,但给设计布置步进机构带来困难,活动导轨因承载较多钢棒容易弯曲,阻碍送料。第一个感应器匝数较少,功率较高,将钢棒快速加热到900℃左右;第二、三个感应器匝数较多,功率较低,将钢棒继续加热到115℃出炉。这种循序式感应加热升温快,效率较高,有利于毛坯径向温差的减少。
步进机构:两对固定、活动导轨用耐热不锈钢管制成,工作时通水冷却。支撑架用型钢焊接而成。步进机构采用液压传动"一个液压缸使活动导轨升降,另一个液压缸使步进机构向前移动一个料距,由行程限位开关联锁控制。调整开关位置,可送一定长度范围的毛坯。送料节拍时间由时间继电器控制,改变其整定值,可调节毛坯加热温度和生产率。一件毛坯经16次步进送进,通过全部感应器,完成加热。炉架:用型钢焊接制成,感应器、步进机构与操作控制器件安装其上,组成一个整体。保温罩与均温室:在两个感应器之间设置保温罩,减少毛坯在加热过程中热量的散失。在第三个感应器的出料端设置均温室,用以减少毛坯的径向温差。两者均用钢板制成外壳,内部衬有硅酸铝纤维毡。
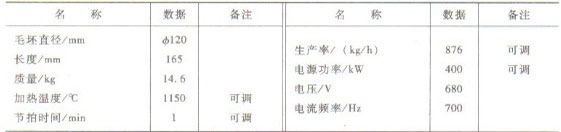
4.加热炉主要参数
大钢棒步进式中频感应加热炉的主要技术参数见下表。
5.测温试验
为了掌握加热炉的运行性能,对毛坯在加热过程中的温度变化和加热终了的径向温度均匀性,以及水冷导轨对毛坯温度均匀性的影响程度,进行了测温试验。在毛坯中部有代表性的同一截面上钻三个小孔,将三根小6mm的镍铬镍铝铠装热电偶头部铆接在小孔内。用补偿导线与XWX-2042型温度自动记录仪连接,进行测量。为便于热电偶和补偿导线随毛坯顺利通过感应器,拆除了活动导轨,毛坯放在固定导轨上,用液压缸推送加热。表面和心部温差为40 -94℃,圆周表面温差为54℃,这是毛坯接触水冷导轨,加热、均温时间较短、电源频率较高等因素造成的。在正常生产中活动导轨投入运行,径向温差还将增大,可能出现局部超温或偏低。在后续运送和热塑性加工过程中,虽有一定的均温作用,但在改善毛坯圆周温差上效果不大,因此,应用于冲压作业时,在制品的口部会出现马蹄形,壁厚也不均匀,满足不了工艺要求,必须采取相应的措施缩小毛坯的温差。所以在第三个感应器的出料端增设一个均温室,以求减少毛坯圆周上的温差。



 en
en  cn
cn jp
jp  ko
ko  de
de  es
es  it
it  ru
ru  pt
pt  vi
vi  th
th  pl
pl 






 中频感应加热设备
中频感应加热设备