

滚珠丝杠是某机床传动机构的关键零件。采用GCr15钢制造,热处理用中频感应加热淬火处理。淬火机床为功率10OkW、2500Hz的中频发电机组配置双轨卧式淬火机床。丝杠中频感应加热淬火时一端是三爪卡盘夹住,另一端由尾座 顶尖顶住固定,因而限制了工件淬火加热时产生的伸长变形,使丝杠出现弯曲变形达2-6mm 之 多,采用人工校直尚无法挽救,致使工件报废,严重影响产品质量和机床生产,并且经济损失较大。
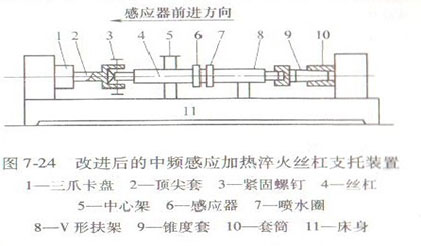
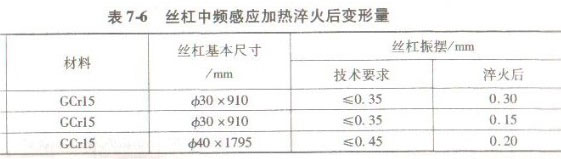
改进后的中频感应加热淬火丝杠支托装置如图7-24所示。淬火装置去掉了尾座顶尖及套,利用尾座顶尖锥孔设计锥度套,以减少丝杠淬火中的摆动或振动,并改进了操作加工方法,使丝杠振摆调整至≤0.15mm。工件淬火时,采用中心架和带滚轮V形扶架托住丝杠,以防加工中丝杠受热自重下垂产生弯曲,加工中用百分表测量工件变形量,使其变形量在振摆范围以内。丝杠中频感应加热淬火后,变形量较大减小,其变形量为0.15-0.30mm,满足了技术要求。丝杠中频感应加热淬火后变形量见表7-6。
滚珠丝杠采用改进中频感应加热淬火工艺方法后,工件变形微小,符合技术要求指标,从而省去了人工校直工序,节约工时和成本,生产效率得到了提高。



 en
en  cn
cn jp
jp  ko
ko  de
de  es
es  it
it  ru
ru  pt
pt  vi
vi  th
th  pl
pl 






 中频感应加热设备
中频感应加热设备